

1, Probleme, die in der Galvanisierung der Aluminiumlegierung bestehen
Die Struktur von Aluminiumlegierungskomponenten ist komplex und es gibt viele Arten, so dass es drei Probleme im Galvanisierungsprozess gibt.
(1) Leicht abfallen. Chemische Eigenschaften von Aluminium ist relativ schwach, aber Aluminium und Sauerstoff leicht REDOX-Reaktion erzeugt eine dichte Schicht von Oxidfilm adsorbiert auf der Oberfläche von Metall Aluminium, um die weitere Korrosion von Aluminium zu verhindern, aber die leitfähige Schwelle aufgrund der Existenz des Oxidfilms in 0,5 V, und der Ausdehnungskoeffizient von Aluminium ist größer in vielen Metallen, wenn der Oxidfilm nicht gut vor der Galvanisierung behandelt wird, ist es einfach, die Galvanisierungsschicht abfallen zu verursachen.
(2) Die Beschichtung ist anfällig für Porosität, Trachom, Risse und andere Phänomene. Im Galvanisierungsprozess werden Elektrolyt und Wasserstoff leicht in den Poren und Trachomen gehalten, die einen großen Einfluss auf die Haftung zwischen der Beschichtung und dem Substrat haben.
(3) Schlechte Haftung zwischen Beschichtung und Substrat. Wenn die Ölverschmutzung auf der Oberfläche des Aluminiums nicht sauber ist oder der Oberflächensauerungsgrad nicht ausreicht, führt dies zu den Schwierigkeiten der Beschichtung, was zu einer zu dünnen Beschichtung führt, die die Bindungskraft zwischen Beschichtung und Matrix beeinflusst.
Gründe für die Probleme der Aluminiumlegierung Galvanisierung
Für die Probleme im obigen Beschichtungsprozess umfassen die Gründe für die obigen Phänomene hauptsächlich die folgenden drei Aspekte:
(1) Substratoberfläche ist ungleichmäßig, das innere Hohlraum Loch ist klein, und das Loch ist tiefer, Reinigungsprozess vor der Beschichtung ist nicht vollständig, Metallionen Adsorptionskraft ist hier sehr schwach, führen zu dem Umfang der leeren Schlitz Beschichtung ist sehr dünn oder keine Beschichtung, dieses Phänomen ist sehr häufig im galvanischen Phänomen, weil jedes Artefakt seine Besonderheit hat, so vor der Beschichtung gründlich gereinigt werden muss.
(2) den Anforderungen des Produkts’ s Leistung, manchmal wird Matrix mit Gewindeloch und Sacklöcher entwerfen, in Übereinstimmung mit den Anforderungen des Galvanisierungsprozesses, das Gewindeloch und Sacklöcher können’ t beschichtet werden, aber das Gewindeloch vor Galvanisierung und Sacklochreinigung, chemische Reinigungsflüssigkeit unvermeidlich in das Gewindeloch und Sackloche, schließlich spülen spülen sauber und es ist schwer, chemische Reinigungsflüssigkeit, Im späteren Galvanisierungsprozess steigt die Temperatur und das Gas expandiert, was zu der Druckdifferenz führt, die letztlich zu keiner Haftung der Galvanisierung führt.
(3) vor der Galvanisierung ist eine Säure- und Alkalibehandlung auf der Oberfläche des Substrats erforderlich. Säure- und alkalische Lösung korrodiert den Rand des Schutzfilms, was zu Hautwarps führt. Wenn die Säure- und Alkalilösung bei der Reinigung mit Säure- und Alkalilösung versehentlich in den Riss infiltriert wird und es später schwierig ist mit Wasser zu reinigen, wird es sich schließlich auf die Qualität der Beschichtung auswirken.
2, Aluminiumlegierung Galvanisierungsprozess
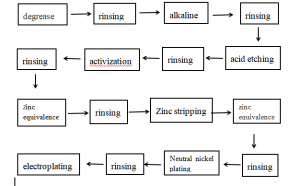
Aluminiumlegierung Galvanisierungsprozess kann in drei Stufen unterteilt werden, die erste Stufe ist die Vorbehandlungsstufe, die zweite Stufe ist Galvanisierungsstufe, die dritte Stufe ist Galvanisierungsnachbehandlungsstufe.
Die Vorgalvanisierungsbehandlungsstufe ist der wichtigste Teil des gesamten Galvanisierungsprozesses. Die Qualität der Vorgalvanisierungsbehandlung beeinflusst direkt die Qualität der Galvanisierung. Vor der Galvanisierung werden Fett und Oxid auf der Oberfläche des Substrats hauptsächlich entfernt, und der Galvanisierungsprozess ist wie folgt:
3, Aluminiumlegierung Galvanisierungsprozess Verbesserung
Angesichts der oben genannten Probleme im Galvanisierungsprozess und der Analyse der Ursachen haben wir den Galvanisierungsprozess der Aluminiumlegierung verbessert, hauptsächlich aus der Verbesserung der Waschwege und der Verwendung der Ultraschallreinigung.
Verbesserte Wasserreinigungsmethode
Um die Reinigungswirkung der Wasserreinigungsflüssigkeit auf den Winkel und den Riss des Werkstücks zu verbessern, haben wir den Wassererfrischungsmodus verbessert. Der Luftrührplatz im Wasserbehälter vor der Verbesserung ist normalerweise geöffnet und das Werkstück fällt in den Wasserreinigungsbehälter und wird 1 Minute gereinigt.
Nach der Verbesserung öffnet sich die Druckluft automatisch, wenn das Werkstück in den Wasserbehälter fällt. Nachdem das Werkstück in den Wasserbehälter gelegt und 20 Sekunden gereinigt wurde, wird das Werkstück nach dem Unterteil der Aufhängevorrichtung dem Wasser ausgesetzt wieder aufgehoben und abgefallen. Diese Aktion wird zweimal wiederholt.
Die Reinigungszeit beträgt noch 1 Minute. Als nächstes wird das Sprühverfahren verbessert, um die Reinigungswirkung zu verbessern und die benachbarte Tankflüssigkeit nicht zu verschmutzen. Wenn das Werkstück vor der Verbesserung in den Wasserreinigungsbehälter fällt, öffnet sich das Sprühen automatisch. Nach dem verbesserten Werkstück aus dem Reinigungsbehälter öffnet sich das Spray automatisch.
Ultraschallreinigung:
Ultraschallreiniger ist die Verwendung von Ultraschallübertragung in Wasser, Ultraschallschwingungsfrequenz und Wasserschwingungsfrequenz konsistent, um den Zweck der Reinigung zu erreichen.
Ultraschallreinigungsgeräte haben eine starke Reinigungsfähigkeit, vor allem aufgrund ihrer starken Penetration. Ultraschallreinigung hat eine starke Reinigungswirkung auf den Hohlraum und den leeren Schlitz des komplexen Werkstücks.
4, Schlussfolgerung
Aluminiumlegierung Galvanisierungsprozess wird weit verbreitet in der Herstellung von Legierungsmaterialien verwendet, obwohl es viele Probleme im Galvanisierungsprozess gibt, aber solange wir die Schlüsselpunkte im Prozess verstehen und in strikter Übereinstimmung mit den Prozessanforderungen arbeiten, werden viele Probleme gelöst, um die Qualität der Aluminiumlegierung zu verbessern.





30. Juli 2021 | 1238 Ansichten