

1, problemas existentes en la galvanoplastia de aleación de aluminio
La estructura de los componentes de aleación de aluminio es compleja y hay muchos tipos, por lo que hay tres problemas en el proceso de galvanización.
(1) Fácil de caer. Las propiedades químicas del aluminio son relativamente débiles, pero la reacción REDOX de aluminio y oxígeno genera fácilmente una capa densa de película de óxido adsorbida en la superficie del aluminio metálico, para prevenir la corrosión adicional del aluminio, pero el umbral conductor debido a la existencia de la película de óxido en 0,5 V, y el coeficiente de expansión del aluminio es mayor en muchos metales. Si la película de óxido no se trata bien antes de galvanizar, es fácil hacer que la capa de galvanización se caiga.
(2) El revestimiento es propenso a porosidad, tracoma, grietas y otros fenómenos. En el proceso de galvanoplastia, el electrolito e hidrógeno se retienen fácilmente en los poros y el tracoma, que tienen una gran influencia en la adhesión entre el revestimiento y el sustrato.
(3) Pobre adhesión entre el revestimiento y el sustrato. Si la contaminación por aceite en la superficie del aluminio no está limpia o el grado de acidificación superficial no es suficiente, conducirá a la dificultad del recubrimiento, lo que resultará en un recubrimiento demasiado delgado, afectando la fuerza de unión entre el recubrimiento y la matriz.
Razones de los problemas de galvanización de aleación de aluminio
Para los problemas en el proceso de revestimiento anterior, las razones de los fenómenos anteriores incluyen principalmente los siguientes tres aspectos:
(1) la superficie del sustrato es desigual, el agujero de la cavidad interna es pequeño, y el agujero es más profundo, el proceso de limpieza antes de la galvanización no está completo, la fuerza de adsorción de iones metálicos es muy débil aquí, conduce al perímetro del recubrimiento de ranura vacía es muy delgado o ningún recubrimiento, este fenómeno es muy común en el fenómeno de galvanización, porque cada artefacto tiene su particularidad, por lo que antes de la galvanización debe limpiarse a fondo.
(2) a los requisitos del producto’ s rendimiento, a veces diseñará matriz con agujero roscado y agujeros ciegos, de acuerdo con los requisitos del proceso de galvanización, el agujero roscado y los agujeros ciegos pueden’ t ser chapado, pero el agujero roscado antes de galvanización y limpieza de agujeros ciegos, fluido de limpieza química inevitablemente en el agujero roscado y los agujeros ciegos, finalmente enjuagar enjuagar limpio y es difícil para el fluido de limpieza química, en el proceso de galvanización posterior, la temperatura aumenta y el gas se expande, lo que resulta en la diferencia de presión, lo que en última instancia conduce a ninguna adhesión de la galvanización.
(3) antes de galvanizar, se necesita tratamiento ácido y alcalino en la superficie del sustrato. La solución ácida y alcalina corrodirá el borde de la película protectora, dando como resultado urdimbres en la piel. Si la solución ácida y alcalina se infiltra accidentalmente en la grieta cuando se limpia con solución ácida y alcalina, y es difícil limpiar con agua más tarde, eventualmente afectará a la calidad del recubrimiento.
2, proceso de galvanización de aleación de aluminio
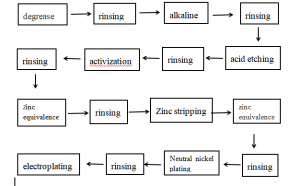
El proceso de galvanización de aleación de aluminio se puede dividir en tres etapas, la primera etapa es la etapa de pretratamiento, la segunda etapa es la etapa de galvanización, la tercera etapa es la etapa de posttratamiento de galvanización.
La etapa de tratamiento previo a la galvanoplastia es la parte más importante en todo el proceso de galvanoplastia. La calidad del tratamiento previo a la galvanización afecta directamente a la calidad de la galvanización. Antes de galvanizar, la grasa y el óxido en la superficie del sustrato se eliminan principalmente, y el proceso de galvanización es el siguiente:
3, mejora del proceso de galvanización de aleación de aluminio
En vista de los problemas anteriores en el proceso de galvanoplastia y el análisis de las causas, hemos mejorado el proceso de galvanoplastia de aleación de aluminio, principalmente a partir de la mejora de la forma de lavado y el uso de limpieza ultrasónica.
Método de limpieza de agua mejorado
Para mejorar el efecto de limpieza del líquido de limpieza de agua sobre el ángulo y la grieta de la pieza de trabajo, mejoramos el modo de refresco de agua. El lugar de agitación de aire en el depósito de agua antes de la mejora está normalmente abierto, y la pieza de trabajo cae en el depósito de limpieza de agua y se limpia durante 1 minuto.
Después de la mejora, el aire comprimido se abrirá automáticamente cuando la pieza de trabajo caiga en el depósito de agua. Después de que la pieza de trabajo se coloque en el depósito de agua y se limpie durante 20 segundos, la pieza de trabajo se levantará y caerá de nuevo después de que la parte inferior del dispositivo colgante esté expuesta al agua. Esta acción se repetirá dos veces.
El tiempo de limpieza es de 1 minuto. A continuación, para mejorar el efecto de limpieza y no contaminar el líquido adyacente del tanque, se mejora el método de pulverización. Antes de la mejora, cuando la pieza de trabajo cae en el tanque de limpieza de agua, la pulverización se abre automáticamente. Después de que la pieza mejorada salga del tanque de limpieza, el rociador se abre automáticamente.
Limpieza por ultrasonidos:
El limpiador ultrasónico es el uso de transmisión ultrasónica en agua, frecuencia de vibración ultrasónica y frecuencia de vibración del agua consistente, para lograr el propósito de limpieza.
El equipo de limpieza por ultrasonidos tiene una fuerte capacidad de limpieza, principalmente debido a su fuerte penetración. La limpieza ultrasónica tiene un fuerte efecto de limpieza en la cavidad y la ranura vacía de la pieza de trabajo compleja.
4, Conclusión
El proceso de galvanización de aleación de aluminio es ampliamente utilizado en la fabricación de materiales de aleación, aunque hay muchos problemas en el proceso de galvanización, pero siempre y cuando comprendamos los puntos clave en el proceso y operemos de estricta conformidad con los requisitos del proceso, muchos problemas se resolverán, para mejorar la calidad de la aleación de aluminio.





17 de noviembre de 2021 | 4803 vistas