

1, проблемы, существующие в алюминиевом сплаве галванического покрытия
Структура компонентов алюминиевого сплава сложна, и существует много видов, поэтому в процессе галванического покрытия есть три проблемы.
(1) Легко упасть. Химические свойства алюминия относительно слабые, но реакция REDOX алюминия и кислорода легко генерирует плотный слой оксидной пленки, адсорбируемой на поверхности металлического алюминия, чтобы предотвратить дальнейшую коррозию алюминия, но проводящий порог из-за существования оксидной пленки в 0,5 В, и коэффициент расширения алюминия больше во многих металлах, если оксидная пленка не обрабатывается хорошо до галванизации, легко вызвать падение слоя галванизации.
(2) Покрытие подвержено пористости, трахоме, трещинам и другим явлениям. В процессе электроплатирования электролит и водород легко сохраняются в порах и трахоме, которые оказывают большое влияние на адгезию между покрытием и подложкой.
(3) Слабая адгезия между покрытием и подложкой. Если загрязнение маслом на поверхности алюминия не чисто или степень кислоты поверхности недостаточна, это приведет к сложности покрытия, в результате чего слишком тонкое покрытие, влияющее на связывающую силу между покрытием и матрицей.
Причины проблем галванического покрытия алюминиевого сплава
Для проблем в вышеупомянутом процессе покрытия причины вышеупомянутых явлений в основном включают следующие три аспекта:
(1) поверхность подложки неравномерна, внутренняя полость небольшая, а отверстие глубже, процесс очистки до покрытия не завершен, сила адсорбции ионов металла здесь очень слаба, приводит к периметру пустого слота покрытия очень тонкое или нет покрытия, это явление очень распространено в явлении галванического покрытия, потому что каждый артефакт имеет свою особенность, поэтому перед покрытием необходимо тщательно очистить.
(2) к требованиям продукта’ с производительность, иногда будет конструировать матрицу с отверстием и слепыми отверстиями, в соответствии с требованиями процесса галванизации, резьбовая отверстия и слепые отверстия могут’ t быть покрытым, но резьбовое отверстие перед галванизацией и очисткой слепых отверстий, химическая очищающая жидкость неизбежно в резьбовое отверстие и слепые отверстия, в конце концов промыть промыть чисто, и трудно химическая очищающая жидкость, В более позднем процессе галванизации температура повышается, и газ расширяется, в результате чего разница давления, которая в конечном счете приводит к отсутствию адгезии галванизации
(3) перед galvанизацией на поверхности подложки необходима кислотная и щелочная обработка. Кислотный и щелочный раствор будет коррозировать край защитной пленки, в результате чего кожа испортится. Если кислотный и щелочный раствор случайно проникает в трещину при очистке кислотным и щелочным раствором, и его затрудняет очистка водой позже, это в конечном итоге повлияет на качество покрытия.
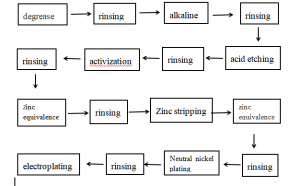
2, процесс галванического покрытия алюминиевого сплава
Процесс галванического покрытия алюминиевого сплава может быть разделен на три этапа, первая стадия - стадия предварительной обработки, вторая стадия - стадия галванического покрытия, третья стадия - стадия последующей обработки галванического покрытия.
Этап предварительной обработки галванического покрытия является самой важной частью всего процесса галванического покрытия. Качество предварительной galvанизационной обработки напрямую влияет на качество galvанизации. Перед галванизацией жир и оксид на поверхности подложки в основном удаляются, и процесс галванизации следующий:
3, улучшение процесса галванического покрытия алюминиевого сплава
Учитывая вышеупомянутые проблемы в процессе галванизации и анализ причин, мы улучшили процесс галванизации алюминиевого сплава, в основном из-за улучшения способа мытья и использования ультразвуковой очистки.
Усовершенствованный метод очистки воды
Чтобы улучшить чистящий эффект жидкости для очистки воды на угл и трещину рабочей части, мы улучшили режим освежения воды. Место смешивания воздуха в резервуаре для воды перед улучшением обычно открыто, и деталь падает в резервуар для очистки воды и очищается в течение 1 минуты.
После улучшения сжатый воздух открывается автоматически, когда деталь упадет в резервуар для воды. После того, как деталь помещается в резервуар для воды и очищается в течение 20 секунд, деталь будет поднят и снова опущен после того, как нижняя часть подвешенного устройства подвергается воздействию воды. Это действие будет повторяться дважды.
Время очистки составляет 1 минуту. Далее, чтобы улучшить эффект очистки и не загрязнять соседнюю жидкость резервуара, улучшается метод распыления. Перед улучшением, когда деталь упадает в резервуар для очистки воды, распыление автоматически открывается. После того, как улучшенная деталь выйдет из чистящего резервуара, спрей автоматически открывается.
Ультразвуковая чистка:
Ультразвуковый чистильник - это использование ультразвуковой передачи в воде, частоты ультразвуковой вибрации и частоты вибрации воды последовательно, чтобы достичь цели очистки.
Устройство для ультразвуковой очистки обладает сильной способностью очистки, в основном из-за его сильного проникновения. Ультразвуковая чистка оказывает сильное чистящее воздействие на полость и пустую слою сложной детали.
4, Вывод
Процесс галванизации алюминиевого сплава широко используется в изготовлении сплавных материалов, хотя в процессе галванизации есть много проблем, но до тех пор, пока мы понимаем ключевые моменты в процессе и работаем в строгом соответствии с требованиями процесса, многие проблемы будут решены, чтобы улучшить качество алюминиевого сплава.





28 октября 2021 года | 1206 просмотров